-


- 歡迎光臨上海志申機(jī)電設(shè)備有限公司
| 近年來,隨著電子元器件小型化的高速發(fā)展以及無鉛化制造的盛行,微小元器件的焊接大都采用了電阻焊和激光焊接手段。 但是,對(duì)于銅、鎢、鉬類材料以及特殊接合面的焊接和線徑細(xì)小的線圈末端的焊接,電阻焊和激光焊手段并不擅長(zhǎng)。 對(duì)此,我公司將日本THM公司研制出的針對(duì)上述材料工件焊接的微小電流、單發(fā)脈沖的精密微電弧點(diǎn)焊機(jī) TH-30A和TH-100C、TH-200C系列引入中國(guó)市場(chǎng)。 微電弧點(diǎn)焊與傳統(tǒng)的TIG電弧焊不同,可以設(shè)定精密的焊接時(shí)間。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 基本原理、特點(diǎn) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
特 點(diǎn) 1)非接觸式電弧焊接,可進(jìn)行微小部位的無焊錫-無助焊劑的焊接(完全無鉛化),對(duì)周 圍環(huán)境無污染。焊后也不會(huì)發(fā)生助焊劑污垢、焊錫球現(xiàn)象。 2)因?yàn)槭撬查g加熱,對(duì)周圍的熱影響很小,所以可進(jìn)行局部的接合。焊后 3)每個(gè)焊點(diǎn)的處理時(shí)間在0.1秒以下,可進(jìn)行高速自動(dòng)化處理。 4)最適合直徑0.1 mm以下的超細(xì)線的接合。可焊接細(xì)線的最小直徑為0.01mm左右。 5)與錫焊處理相比,大幅度提高了被焊件的耐熱性也大幅度降低了生產(chǎn)運(yùn)行成本。 6)不發(fā)生錫焊浸漬處理時(shí)出現(xiàn)的繞線燒細(xì)現(xiàn)象。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
焊接實(shí)現(xiàn)過程 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 這里以圖2所示線圈末端的焊接過程為例進(jìn)行說明。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
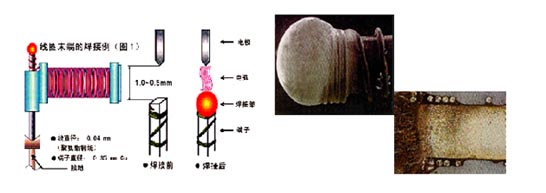 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1)如圖所示,確定線圈的位置;被焊端子的另一端接地。 2)在端子的先端部發(fā)生電弧,端子瞬間熔化。 3)熔化的端子成球狀(俗稱電弧球),在下熔過程中將經(jīng)過繞線處理的線材包住。此時(shí) 發(fā)生的熱使線材的保護(hù)膜燃燒,形成一體化熔融。(圖3) 可清晰地看到電弧球內(nèi)部 的線材痕跡(圖4) 4)焊接時(shí)間因端子形狀、線形狀的不同而不同,但一般的末端處理在0.1秒以內(nèi),可高 速化處理。另外,因?yàn)楹附訒r(shí)間非常短,所以對(duì)線圈骨架樹脂部的熱影響也瞬間消失。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 主 要 應(yīng) 用 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 微電弧焊接與 錫焊·YAG激光焊接的比較 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
與錫焊相比微電弧點(diǎn)焊對(duì)焊點(diǎn)以外其他部分的影響很小,不出現(xiàn)像錫焊時(shí)發(fā)生的熱量會(huì)擴(kuò)散到焊接部以外的線圈骨架樹脂的現(xiàn)象。而且,也沒有錫焊時(shí)必然產(chǎn)生的助焊劑、焊錫中的鉛等問題。 激光焊接不僅生產(chǎn)運(yùn)行成本極高,而且對(duì)工件安裝位置的精密度要求也很高;線圈末端等利用激光焊接時(shí),線材也極易被熔斷。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 微電弧焊接 與 錫焊和YAG激光焊接的比較 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


